The Phenolic Urethane Cold Box process (PUCB) is the most widely used, organic chemical process for coremaking in North America. Its reputation for being versatile, highly productive, and cost efficient are the reasons it remains popular today, especially for metalcasting in the automotive, mining, and agricultural supply chains.
The appreciation for PUCB systems primarily comes from these benefits: faster cycle times; applicability for ferrous and nonferrous casting; excellent performance for highly complex cores; high mechanical strength; and effective thermal characteristics.
Some of the common challenges associated with PUCB binder systems include high emissions profiles; higher smoke/odor in the coremaking and casting process; and the possibility of developing higher levels of condensables. Additionally, these binder systems are very susceptible to sand chemical and physical characteristics. Changes in the sand profile can result in significant impact to the sand’s tensile strength, core resistance, and ultimately to the core and casting quality.
The primary classifications for PUCB binder systems are:
- Sigmacure PUCB binder systems; hydrocarbon or aromatic solvent package. Used for over 50 years, these are the most common foundry PUCB systems. The advantages are lower cost and highly flexible for many materials and methods.
- Bioset PUCB binder systems; biodiesel, plant-based or aliphatic solvent package. These systems have been in use for over 20 years and are appreciated for their high performance benefits. The advantages are lower emissions, volatile organic content (VOC) and hazardous air pollutants (HAPs) at coremaking; fast cycle times; high mechanical strengths; and good bench life for the sand-binder mix.
- Silcure PUCB binder systems; inorganic solvent package. Furnished with inorganic solvents this type of PUCB system offers many environmental and performance advantages and considered to be an ideal bridge between PUCB binders and inorganic high productivity binder systems (IOB.) The advantages are that these binders offer the lowest level of odor and smoke generated during the coremaking and casting processes, the potential for lower total VOC profiles.
Advancements in PUCB technologies. Minimizing the environmental health and safety (EHS) impact and enhancing performance properties have been the driving force behind many of the recent advances in PUCB binders. All chemical binder systems based on organic materials (carbon-based) will generate some level of emissions. The environmental advantages of inorganic systems (IOB) address many of the emissions concerns currently faced by metalcasters. Nonetheless, higher capital cost and limitations in use (light alloys) have prevented these systems from becoming more popular, despite their important environmental advantages.
While IOB systems may be a feasible alternative in the long term, presently there are several practical, commercially available solutions that the industry could adopt depending on the specific need. The majority of PUCB systems have reduced the emissions profile with lower phenol and formaldehyde contents. (See Graph 1.)
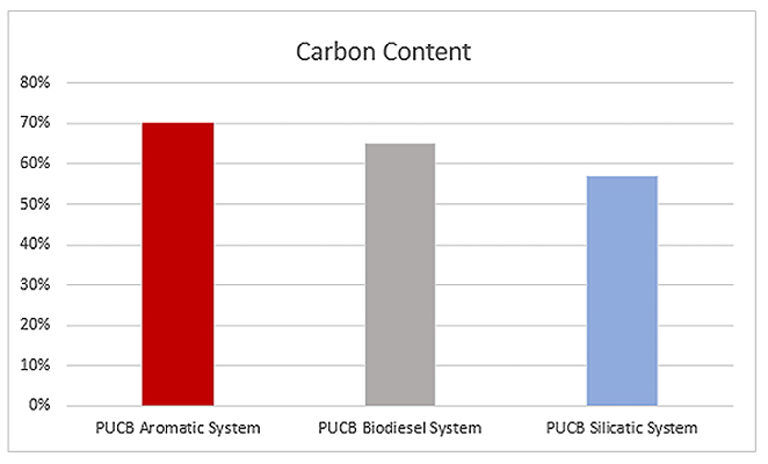
Graph 1. Carbon content reduction in PUCB technology.
There are PUCB systems that have adopted the use of naphthalene-depleted solvents that help to reduce BTX (benzene, toluene, and xylene) HAPs. The introduction of renewable products such as biodiesel solvents also have helped to reduce the VOC and HAP profile of the binder system. (See Graph 2.)
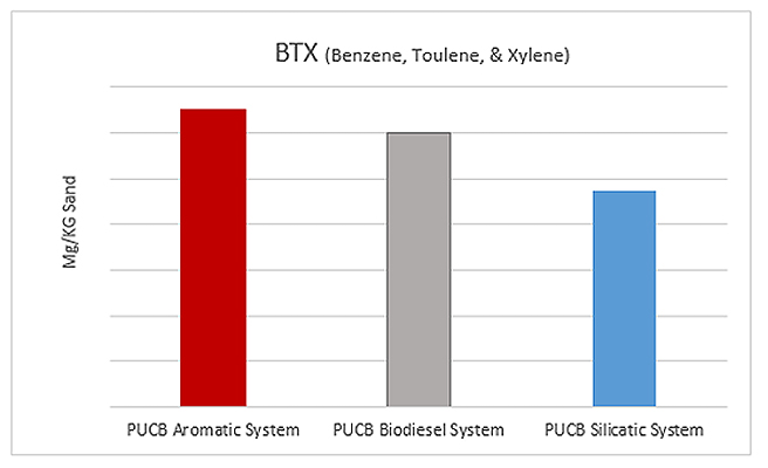
Graph 2. BTX emissions in comparison.
Silicate solvents. Silicatic solvents are inorganic solvents that have important environmental advantages and are the perfect bridge between PUCB and inorganic systems (IOB.) Significant advantages include the lowest smoke and odor profile at pouring, cooling, and shakeout. These binders also exhibit one of the lowest VOC profiles when total VOCs are taken into consideration -- from coremaking to pouring, cooling, and shakeout (PCS.) Relevant experience gathered in the use of this type of cold-box systems have shown low condensates profile. (See Graph 3 and Figure. 1.)
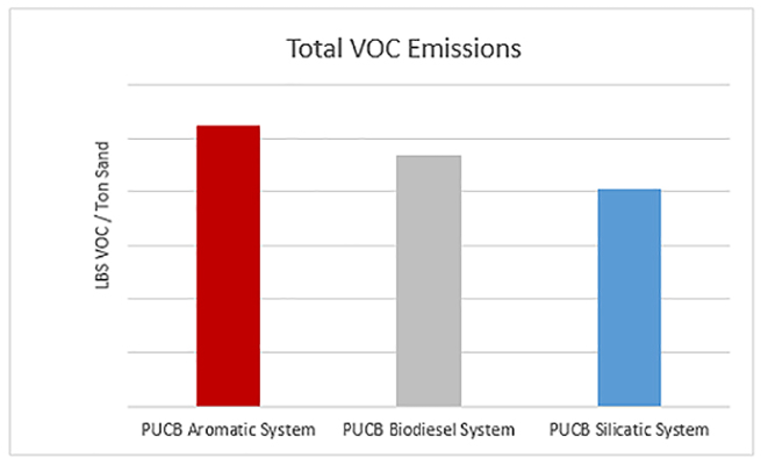
Graph 3. Example of total VOC emissions in comparison (OCMA and PCS.) Systems tested at 1.3% total binder level and 55/45 Pt1 to Pt2 ratio.
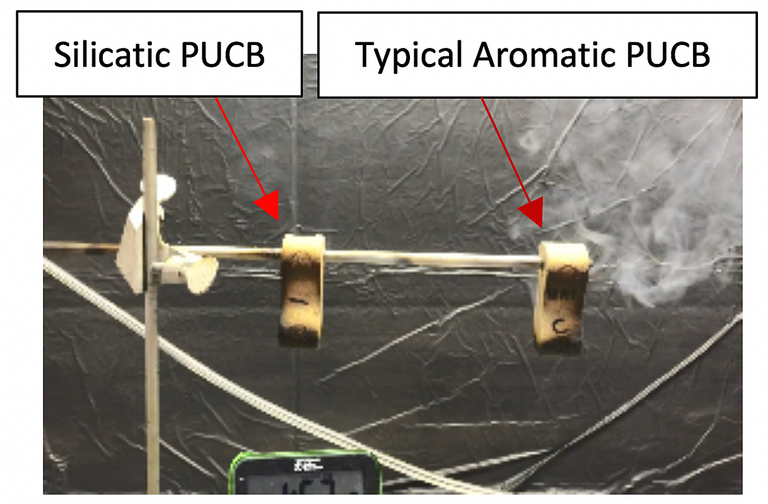
Figure 1. Smoke comparison between aromatic and silicatic PUCB systems.
Bench life. Extreme heat and humidity are common challenges to coremaking operations. The capacity of the sand-resin mix to withstand such conditions to produce quality cores, after the sand and chemicals are mixed, is paramount for a sustainable coremaking process. Newer PUCB technologies are designed with that in mind — to maintain a workable bench life producing quality cores under extremely harsh conditions. (See Graph 4.)
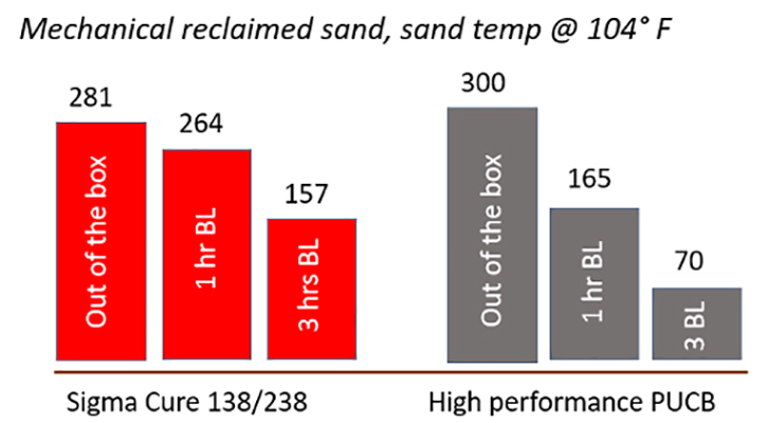
Graph 4. Bench life comparison at 42C° sand temperature (104F°) and 60% relative humidity. Binder level 1.5% at 55/45 Pt1 to Pt2 ratio.
Dimensional tolerances. As the castings produced become lighter and more complex, the binder system must conform to increasingly higher tolerances. Newer PUCB systems are engineered to assist in minimizing shrinkage defects in light-alloy castings.
Productivity. Gains in curing speed often are hampered by lack of wipe-off, release, or similar properties. Newer PUCB systems have demonstrated significant advances in all of these characteristics, which have resulted in reduced to a minimum the downtime related to wipe-off and/or release. (See Figure 2.)
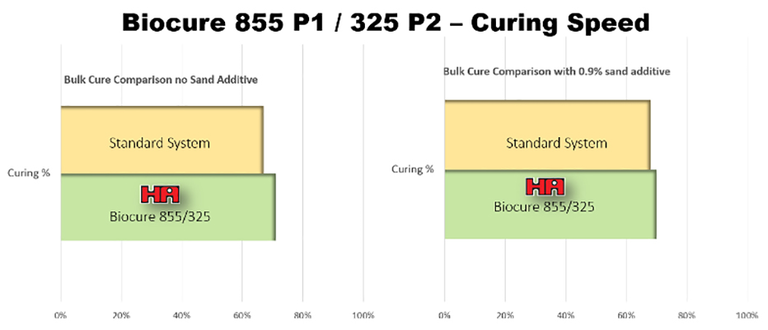
Figure 2. Newer PUCB systems have demonstrated significant advances in bench life, dimensional tolerances, and productivity.
If you are still using older PUCB technology, then you are missing out on the game-changing advancements designed to increase metalcasting productivity while improving foundries’ environmental impact with reduced emissions, odor, and smoke.