
BRODIE BIERSNER | Fall 2019
Reprinted with permission from Simple Solutions That Work!
Download PDF: Spanish
- El tipo de resina y la cantidad utilizada de la misma pueden variar en la cantidad de energía requerida para elevar la temperatura del molde de arena y la velocidad de solidificación de la aleación.
- Inmediatamente se encontró una disminución de los defectos por contracción.
A medida que las geometrías de las piezas fundidas se vuelven cada vez más complejas y con paredes más delgadas, la influencia de la elección de resina juega cada vez un rol más importante en lograr una pieza consistente. Una fundición de aluminio estaba teniendo inconvenientes con un defecto de contracción de tipo dendrítica que se relacionaba con un cambio reciente en la resina, esto resultaba en mayores tasas de piezas descartadas por defectos de contracción.
La única variable que había cambiado en el proceso era la resina, creando una contracción de tipo dendrítica. HA-International diseñó un experimento para determinar cómo los porcentajes de resina PUCB (Fenólico Uretánica para Caja Fría) y paquetes de solvente utilizados afectaba la influencia de la contracción en esta pieza particular de aluminio A316 durante su solidificación.
La evaluación tuvo lugar en una caja fría fenólico uretánica recientemente en desarrollo y una versión modificada de este nuevo sistema, utilizando los más recientes paquetes de solvente encontrados en la serie SigmaCure de HAI para Caja Fría Fenólico Uretánica (PUCB). La preparación del estudio incluyó modelado por computadora, evaluación analítica y ensayos experimentales para generar las curvas de enfriamiento. Se utilizaron estos resultados, junto con las propiedades (no tomadas constantes sino en función de la temperatura) para crear un modelo de simulación para la mezcla de arena para caja fría, para obtener los valores de las propiedades físicas del molde y comprender cómo producía los defectos de contracción. Se calcularon unas 1.500-2.000 iteraciones en el software para conseguir coincidir con los resultados reales medidos en laboratorio. Los valores de capacidad de calor específico y de densidad que pedía el software fueron medidos con instrumentos directamente de los moldes de ensayo.
INFLUENCIA DEL PORCENTAJE DE RESINA
La primera ronda de ensayos estudió la influencia de reducir el porcentaje de resina. Estudios previos documentaron que los polímeros tienen valores de capacidad calorífica unas dos veces mayores que los materiales cerámicos y los metales. Para el primer experimento, que fue utilizando el paquete original PUCB, se estudió una reducción del 1,00% al 0,75% de porcentaje total de resina. Esta reducción dio por resultado una diferencia de calor medible saliendo del metal líquido e ingresando al molde de arena. Mayor cantidad de calor se transfiere del metal líquido al molde y disipa a mayor velocidad con el porcentaje mayor de resina, Figura 1. La reducción del porcentaje de resina dio por resultado un aumento del pico de flujo de calor pasando de 3,3 W/g a 3,6 W/g. Aumentando la cantidad de energía requerida para aumentar la temperatura del molde de arena. Las Figuras 2 y 3 muestran las curvas de temperatura del molde. Se colocaron termocuplas en el cuerpo del molde para comprender el efecto y poder incorporar los resultados al software de simulación. Estas curvas se obtuvieron colocando una termocupla a una distancia de 1/8" (3 mm) y a 1/4" (6 mm) de la interfaz molde/metal. La reducción del 25% en el porcentaje de resina reveló que hay menos cantidad de calor absorbido por el molde de arena. Los resultados muestran que el metal líquido permanecería en su estado fluido por mayor cantidad de tiempo.
INFLUENCIA DE LA ELECCIÓN DE RESINA
La segunda ronda de ensayos consideró modificar uno de los componentes del paquete de resina. Se desarrolló un componente 2 experimental para comprender cómo afectaría un cambio en la composición química de la resina la transferencia de calor al molde. Cambiando solamente el componente 2 mostró que influenciaba la velocidad de disipación del calor del metal líquido al material del molde. Al usar el componente 2 modificado, el flujo de calor aumentó de 3,3 W/g a 4,0 W/g, ver Figura 4. Las curvas de temperatura del molde también mostraron cambios. La influencia no se detectó rápidamente en la ubicación a 1/8" de distancia, ver Figure 5. Sin embargo, cuando esta energía calorÃfica se transfiere más hacia el centro del molde, ver Figure 6, la temperatura de la arena del molde es más alta con la fórmula con el componente 2 sin modificar (original). Con el componente 2 modificado se preservó mayor cantidad de calor del metal, permitiendo un tiempo de solidificación mayor.
CONFIRMACIÓN DE LOS RESULTADOS
A lo largo del ensayo se midieron las temperaturas del metal utilizando una termocupla directamente en el medio de la pieza de la aleación A316. Se calcularon el inicio y final de la solidificación a partir de las curvas de enfriamiento. Pueden observarse los resultados de los cálculos en la Tabla 1. Al reducir la cantidad de resina de 1,00% a 0,75% usando la formulación original de resina PUCB, el tiempo de solidificación se prolongó un 5,3%. En los ensayos usando el componente 2 modificado, el tiempo de solidificación se extendió un 0,76%.
IMPLEMENTACIÓN DE LOS RESULTADOS EN PRODUCCION
Los resultados obtenidos en las experiencias en el laboratorio mostraron que el cambio de tipo y cantidad de resina cambia la cantidad de energía requerida para elevar la temperatura del molde de arena y la velocidad de solidificación de la aleación.
Los resultados del experimento se incorporaron al software de cálculo de solidificación y se creó un conjunto de datos a medida del cliente para la mezcla de arena. Con este nuevo dataset se simuló la pieza y los resultados mostraron que se podía obtener una pieza más robusta alejándose de la formulación original de la resina de 1,00% para ser aplicado a esta pieza en particular.
Se presentaron al cliente los resultados de esta investigación y de la simulación mostrando cómo influye la formulación de la resina y cómo puede ayudar a reducir la formación de grietas en esta pieza en particular. Los resultados justificaban un cambio en la resina. Se llevó a cabo una prueba en planta con la resina PUCB ajustada según las conclusiones de la investigación. Inmediatamente luego de hacer el ajuste en la resina se encontró una disminución en los defectos relacionados con contracción. Dicha modificación bajó los niveles de defecto debido a contracción por debajo de los niveles de rechazo que se tenían antes del cambio en la resina. Luego de esta prueba se implementó esta modificación de manera permanente.
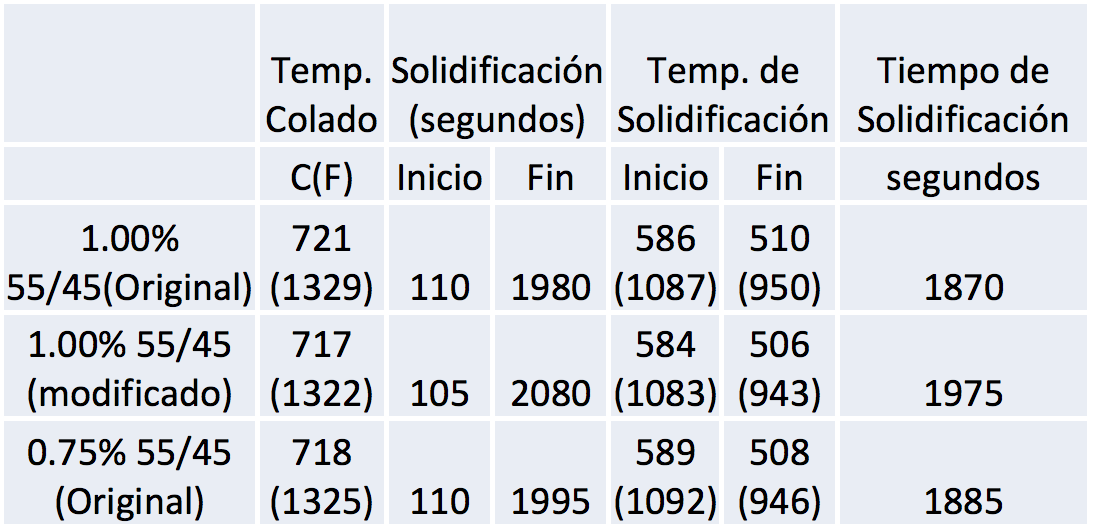
Tabla 1: Resultados de Solidificación en ensayos de laboratorio comparando fórmula de resina para caja frÃa original versus la modificada.
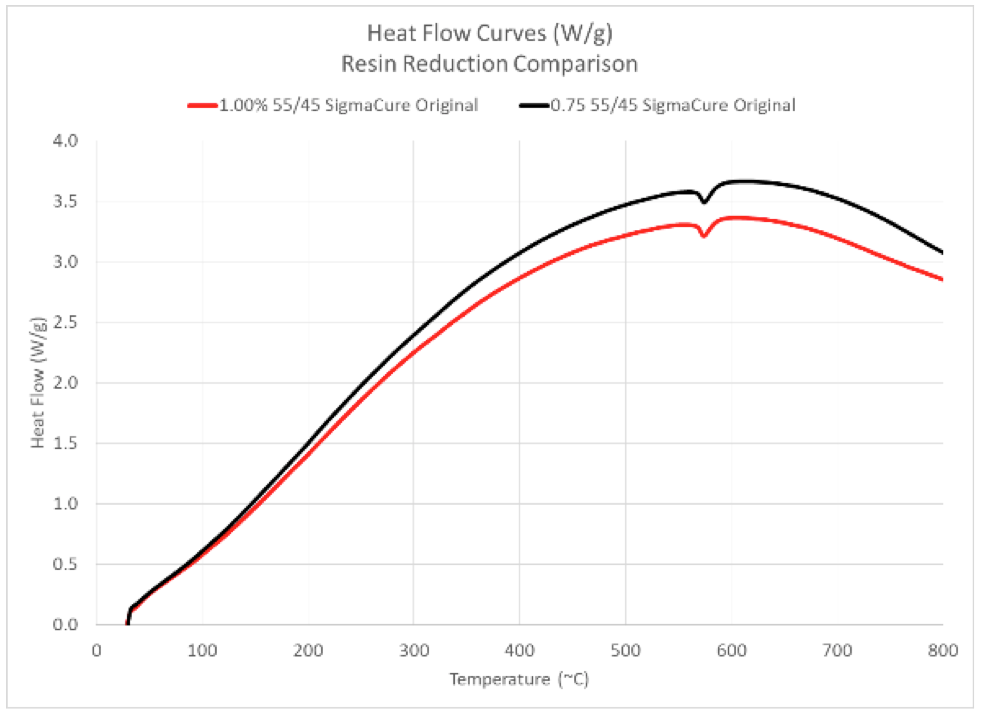
Figura 1: Resultados del ensayo de Calorimetría Diferencial de Barrido (DSC) para determinar flujo calorífico usando la formulación original de resina y modificando solamente el porcentaje de resina.
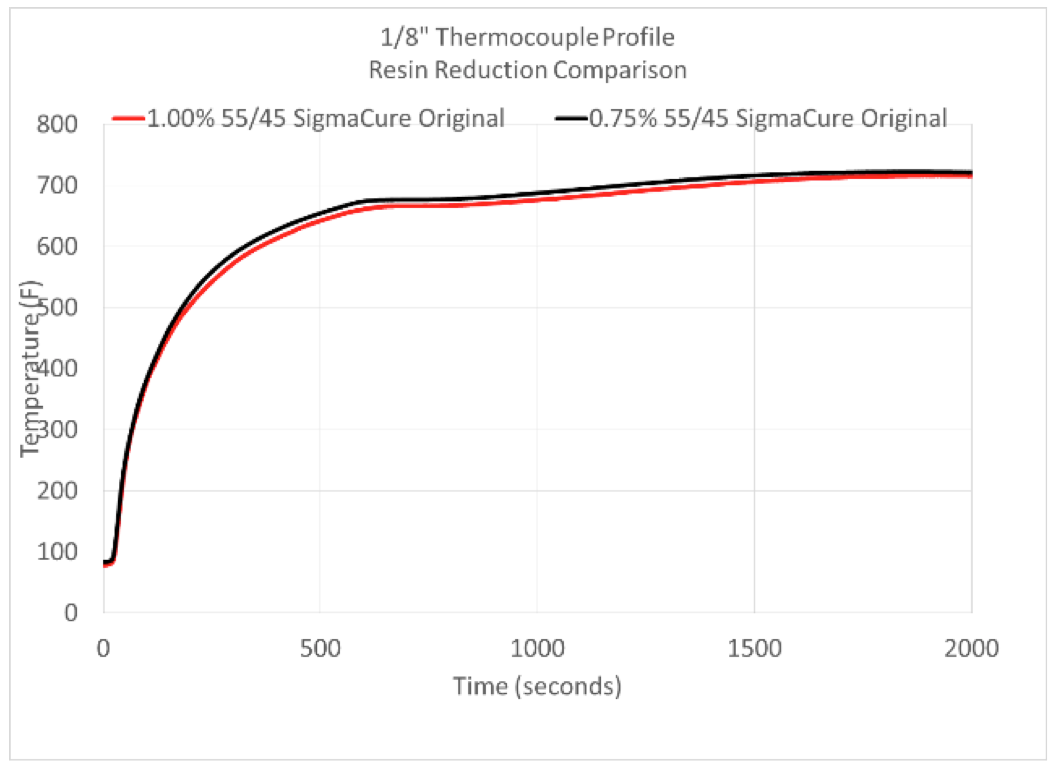
Figura 2: Curva de Temperatura del molde comparando el efecto de la reducción de resina con la fórmula original. La termocupla se ubicó a 1/8" de la interfaz molde/metal.
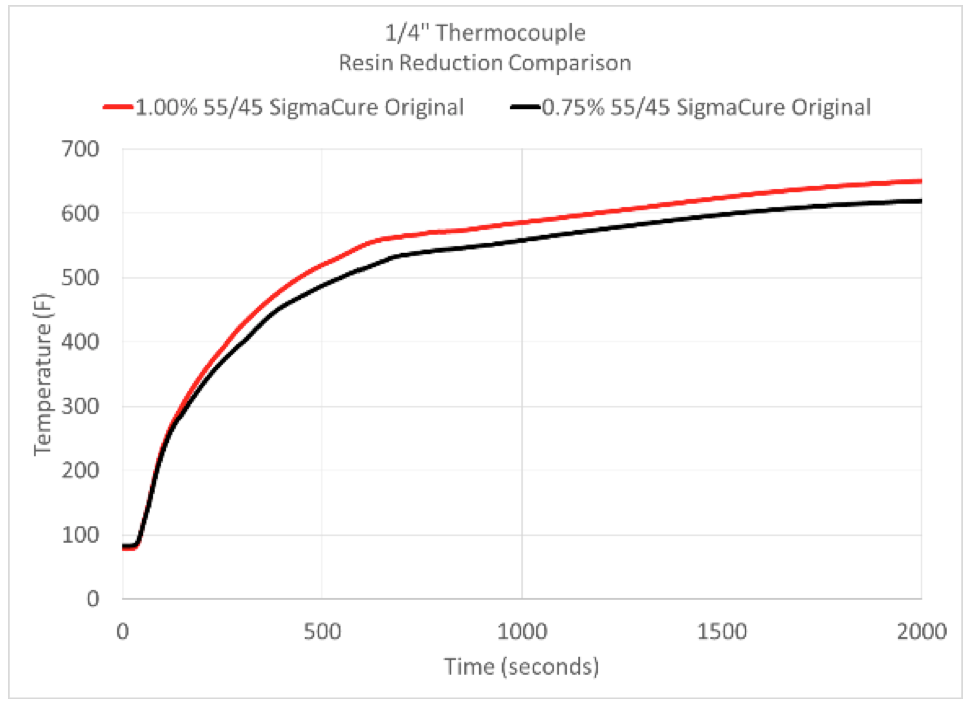
Figura 3: Curva de Temperatura del molde comparando el efecto de la reducción de resina con la fórmula original. La termocupla se ubicó a 1/4" de la interfaz molde/metal.
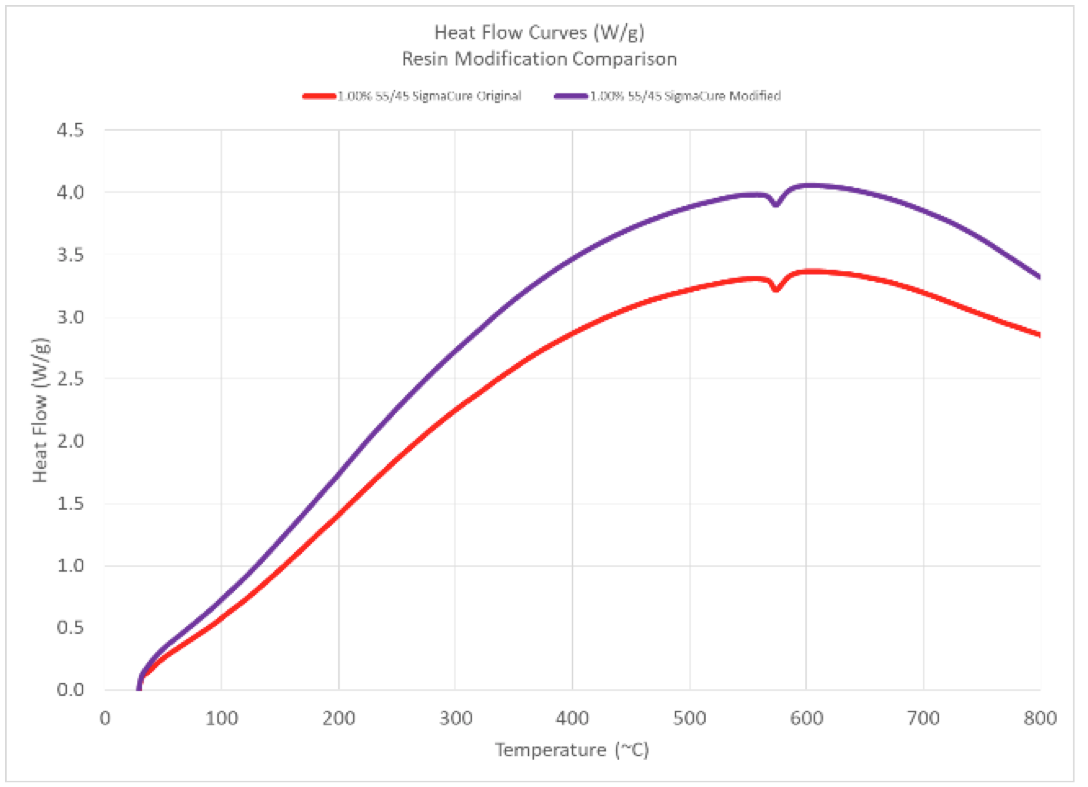
Figura 4: Resultados del ensayo DSC para determinar el flujo de calor comparando la fórmula original contra la versión modificada.
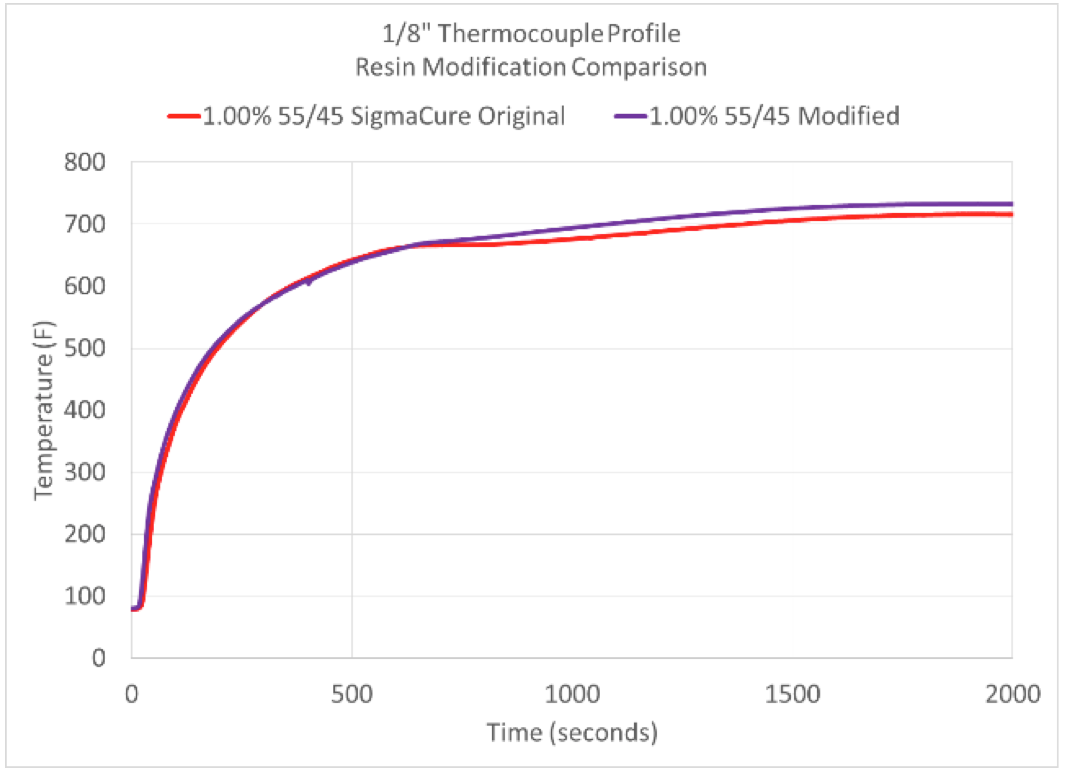
Figura 5: Curva de temperatura del molde comparando la formulación original contra la modificada. La termocupla fue colocada a 1/8" de la interfaz molde/ metal.
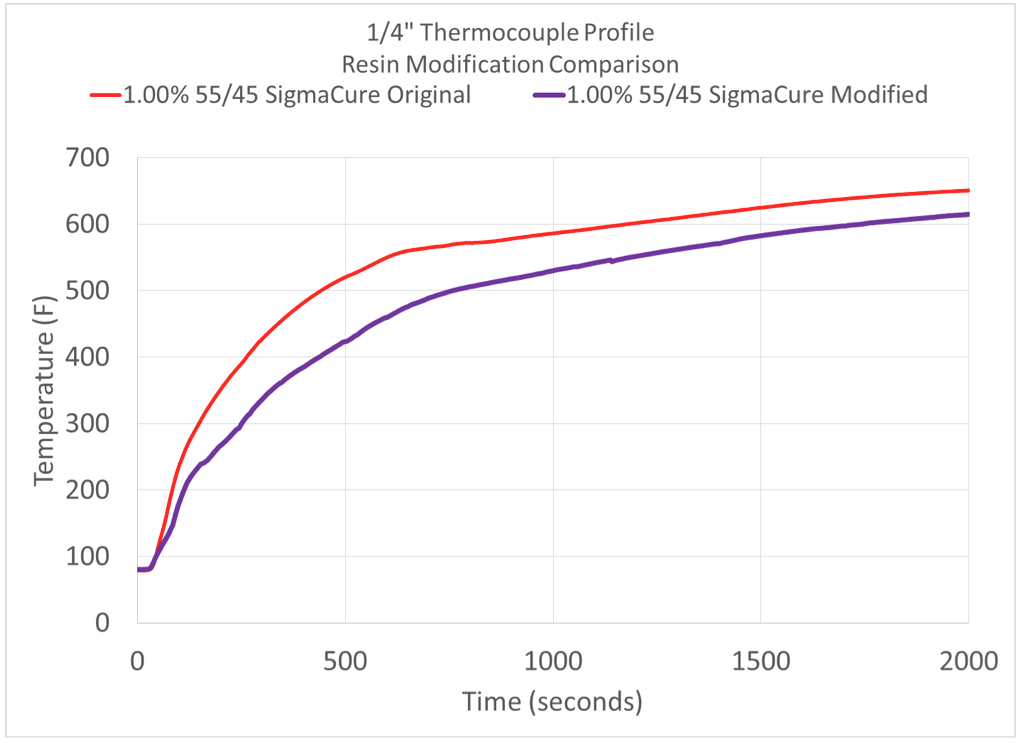
Figura 6: Curva de temperatura del molde comparando la formulación original contra la modificada. La termocupla fue colocada a 1/4" de la interfaz molde/metal.